- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




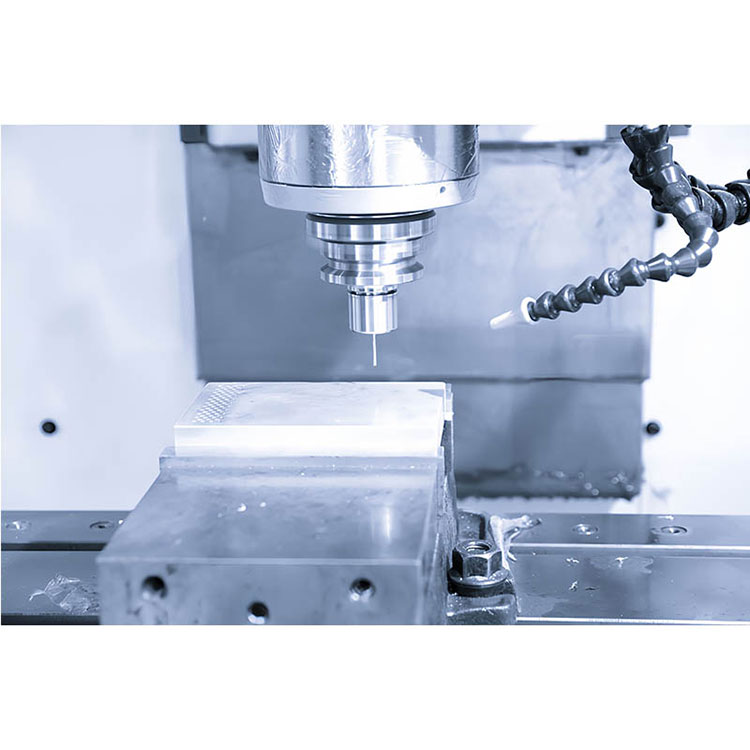


Boren- en tapmachine
Als een van de professionele fabrikant in China, wil Yueli u boren en tikkende machine bieden. En we bieden u de beste after-sale-service en tijdige levering.
Model:LY-650
Stuur onderzoek
Productomschrijving
LY-650 boor- en tapmachine
Yueli, een gerenommeerde fabrikant in China, is bereid om u te boren en tikkende machine aan te bieden. We beloven u de beste after-sale-ondersteuning en snelle levering te bieden.
Productintroductie:
Functieoverzicht:
Gespecialiseerd voor kleine poreuze onderdelen en productverwerking. Het is geschikt voor het verwerken van onderdelen van mobiele telefoons, communicatieapparatuur, ruimtevaart, auto -locomotieven, instrumenten en meters, lichte industrie en textiel, elektronische apparaten en machineproductie, evenals koper, aluminium elektroden en andere verwerkingsindustrieën;
De hoofdstructuur is gemaakt van gietijzer op hoge sterkte, en na stressverlichting gloeien en natuurlijke verouderingsbehandeling, is de nauwkeurigheid van het bed duurzaam en stabiel, lange tijd geen vervorming;
Gebruik een hoge precisie rechte junctie spindel om snelle bewerking van het werkstuk te realiseren; Het gebruik van de olietemperatuurkoelmachinesysteem kan de temperatuurstijging veroorzaakt door hoge snelheidsrotatie van de spil verminderen, de thermische extensie van de spil effectief verbeteren en de bewerkingsnauwkeurigheid verbeteren;
De klemgereedschapswinkel wordt gebruikt om de snelheid en nauwkeurigheid van het gereedschap van de gereedschap te verbeteren en de capaciteit van de gereedschapsopslag is 16 of 21 stuks;
De rompbasis neemt het achterste schuine structuurontwerp aan, dat gemakkelijk is om het afval in het gereedschap van het machine te reinigen;
Het structurele ontwerp van de hoge kolom verhoogt de afstand tussen het neusuiteinde van de spindel en de werkbank, die meer geschikt is voor de installatie en toepassing van de vierde ascomponenten en het verwerkingsgebied breder maakt.
Track smering automatische olieolie, intermitterende timing kwantitatieve regeling van olie -injectie, duurzame smering van bewegende delen;
Referentiespecificatie
|
Mechanische parameter |
eenheid |
T650 |
T850 |
T1000 |
T1200 |
|
Triaxiaal reizen |
mm |
600 × 480x350 |
800 × 500 × 420 |
1000 × 500 × 450 |
1200 × 550 × 500 |
|
Tabelmaat |
mm |
650x475 |
1000x500 |
1300x550 |
1100x500 |
|
T-slot |
mm |
5-18x80 |
4-16x100 |
5-18x80 |
5-18x100 |
|
Maximale draagvermogen van de tafel |
kg |
300 |
500 |
600 |
700 |
|
Afstand van spindel eindgezicht naar werkoppervlak |
mm |
150 ~ 500 |
140 ~ 560 |
150 ~ 600 |
150 ~ 650 |
|
Afstand van spindelcentrum tot kolomgeleidingstrein |
mm |
541 |
580 |
580 |
605 |
|
X Axis Rail -specificaties |
mm |
35 |
35 |
35 |
30 |
|
Y-as spoorspecificaties |
mm |
30 |
35 |
35 |
35 |
|
Z Axis Rail -specificaties |
mm |
35 |
35 |
35 |
35 |
|
X/Y/Z -schroefspecificaties |
mm |
32x16 |
36x16 |
36x16 |
36x16 |
|
Spindelspecificatie |
|
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
|
Maximale spindelsnelheid |
RPM |
20000 |
20000 |
20000 |
20000 |
|
Spilkracht |
kw |
5.5 |
5.5 |
5.5 |
7.5 |
|
X/y/z drie-assige motorvermogen |
kw |
1.5/1.5/3 |
2/2/3 |
2/2/3 |
2/2/3 |
|
X/y/z snel maximale snelheid |
M/My |
48 |
48 |
48 |
48 |
|
X/y/z maximale snijsnelheid |
mm/min |
10000 |
10000 |
10000 |
10000 |
|
Drie-assige positioneringsnauwkeurigheid |
mm |
± 0,003/300 |
± 0,003/300 |
± 0,003/300 |
± 0,003/300 |
|
Drie as herhaalde positioneringsnauwkeurigheid |
mm |
± 0,002/300 |
± 0,002/300 |
± 0,002/300 |
± 0,002/300 |
|
Luchtdrukspecificatie |
kg/cm2 |
6-7 |
6-7 |
6-7 |
6-7 |
|
Machinegrootte |
mm |
1770 × 2300 × 2100 |
2300 × 2200 × 2500 |
2600 × 2500 × 2800 |
3000 × 2800 × 3000 |
|
Machinegewicht |
T |
3.2 |
4.5 |
5.3 |
6.5 |
Een verscheidenheid aan CNC -systeemopties

Bedrijfskracht

Productieproces
1, gietijzer door hoge temperatuur oven en verouderingsbehandeling van meer dan zes maanden.
2, rigoureus assemblageproces (railassemblage, loodschroefassemblage, lagerassemblage, enz.).
3, voortreffelijke schraaptechnologie (motorschraper, spindel end schraper, kolominstallatie oppervlakteschraper).
4, Wetenschappelijke productie, traceerbaarheid van het hele proces van kwaliteitscontrolesysteem.

Kwaliteitsborgingssysteem
1. Bij het detecteren van de toonhoogtefout kan de rechtheid van de lineaire asgeleidrail in XX- en YY -richtingen tegelijkertijd worden getest.
2, zorg ervoor dat de nauwkeurigheid van bewerking en montage van elk deel van het gereedschap van de machine. De formele positioneringsnauwkeurigheid en herhaalde positioneringsnauwkeurigheid van het machinetool worden gemeten.
3, de hele machine detecteert de nauwkeurigheid van de verticale graad van de spil en het tafelvlak, en de nauwkeurigheid is vereist om binnen 0,01 mm te zorgen.
4. De verticaliteit van de Z-asgeleiderrail en de werkbank wordt gedetecteerd door de hele machine en de nauwkeurigheid wordt gegarandeerd binnen 0,01 mm.
5. De machine detecteert de verticaliteit van de XY -asgeleidrail, waardoor een nauwkeurigheid binnen 0,005 mm vereist.

Hottags: Boren- en tapmachine
Gerelateerde categorie
Automatische boor-tapmachine
CNC-boor-tapmachine
CNC-torentjemachine
Handmatige boor-tapmachine
Machine voor speciale doeleinden
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.